-
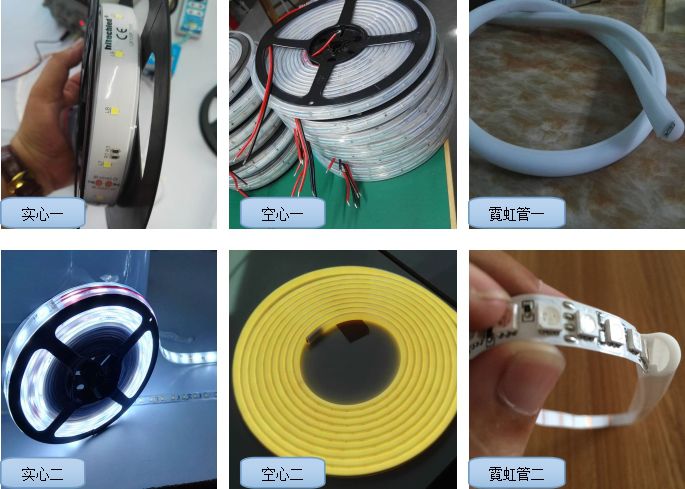
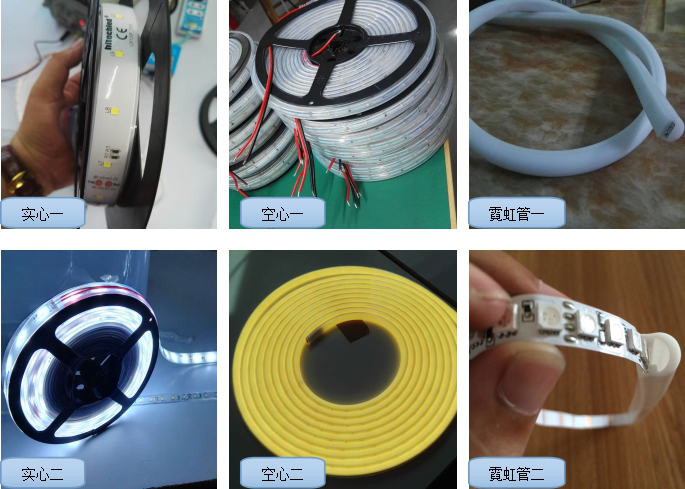
擠出的燈帶在放(fàng)置一段(duàn)時間後(hòu)膠體有輕微變黃。
|
原因分析 |
處理辦法 |
|
燈板表麵髒,矽膠與燈板表(biǎo)麵助焊劑發生化學反應 |
-
焊接後,燈板需要清洗(xǐ)幹淨(jìng);
-
在生產前,將燈板放入烤箱烘(hōng)烤8-12小時,使燈板表麵化學成(chéng)份揮發。
|
|
矽膠未徹底硫化,產品放置(zhì)在常溫下還在緩慢的硫化(huà),導致空氣(qì)中的水份與其它物質與矽膠發生反應。 |
-
調慢隧道爐速度。
-
提高隧道爐溫度(不能超出產品承受溫度(dù))。
-
嚴格按(àn)硫化劑添加比例(lì)添加,防止煉膠過程(chéng)中灑落,導致硫化劑比例不(bú)足。
-
重複烘烤。
|
|
材料本身有質(zhì)量問題 |
與矽膠、硫化劑(jì)、底塗(tú)劑廠商聯係解(jiě)決。 |
|
原因分析 |
處(chù)理辦法 |
|
燈板(bǎn)表(biǎo)麵(miàn)受潮 |
燈板在擠出前,需經過烘烤除濕。 |
|
底塗未徹底烤幹 |
加強烘烤 |
|
矽膠由(yóu)於存放時間、煉膠方法等原(yuán)因造成矽膠不良 |
更(gèng)換矽膠,重新(xīn)煉(liàn)膠使用。 |
-
擠出燈帶表麵(miàn)有(yǒu)小(xiǎo)顆粒或雜質
|
原因分析 |
處理辦法 |
|
擠出機(jī)未清洗(xǐ)幹淨,死膠(jiāo)混入產品中 |
-
在停機後(hòu),將螺杆取出用酒精清潔幹淨螺杆和螺筒。
-
在(zài)開機後,喂膠擠出,待膠從螺杆處出來後,切除(chú)螺杆頂(dǐng)端的3圈膠後再裝機頭。
|
|
煉膠機(jī)、工作台麵未清潔幹淨 |
煉膠前(qián)請徹底(dǐ)清(qīng)潔煉膠機與放膠工作台。 |
|
煉好的矽(guī)膠放置時間太長 |
請嚴(yán)格控製煉好的膠的操作(zuò)時間(參照(zhào)煉膠機操作指南)。 |
-
擠出燈帶表麵(或空芯內(nèi)部)有(yǒu)劃痕
|
原因分析 |
處(chù)理辦(bàn)法 |
|
內模(外模)表麵劃傷(shāng) |
重新(xīn)拋(pāo)光 |
|
外模口粘有死膠(jiāo)或異物 |
清理死膠或異物(wù) |
-
擠出燈帶斷膠(jiāo)或尺(chǐ)寸不附合要求
|
原因分(fèn)析 |
處理辦法 |
|
斷膠:一般發生在燈帶底部,原因為底部膠太薄或喂膠口斷膠,導致燈帶整體變細拉長。 |
-
調整(zhěng)燈帶底部膠厚度(請將底部膠厚度調整到0.8mm以上(shàng))。
-
擠出過程中,時刻(kè)注意機器進膠(jiāo)口,不可出現斷膠的情況。
|
|
新舊(jiù)矽膠交替時,新舊膠硬度差異,導致(zhì)擠(jǐ)出量不同,使燈帶尺寸不附合要求 |
在新舊膠交替時,密切(qiē)關注擠出模口燈帶的尺寸,對擠出機速度進(jìn)行(háng)動態調整。 |
|
原因分析 |
處理(lǐ)辦法 |
|
燈帶(dài)表麵髒汙 |
使用酒(jiǔ)精將端子位擦試幹淨,然後包(bāo)膠(jiāo)。 |
|
模(mó)壓機壓力不足(zú)或燈帶有凹陷,使膠(jiāo)無法與燈帶緊密連接 |
-
調整氣壓,在空芯(xīn)燈帶腔體內填膠。
-
選用更大口徑的氣缸,增大壓力(請選用原廠家配套(tào)設備)。
|
|
原因分析 |
處理辦法(fǎ) |
|
燈珠為凹杯,在擠出時,膠體無法進入(rù)燈(dēng)杯內。 |
做實芯擠(jǐ)出燈帶,目前為止,隻能使用平杯封裝的燈珠,凹杯可用於擠出空芯燈帶。請更(gèng)換平(píng)杯封裝燈珠後生產。 |
|
燈珠封裝膠為軟膠(矽膠),現有底塗劑無法使膠水與燈珠相粘。 |
做實芯擠出燈帶,目前隻能用矽樹脂(硬(yìng)膠)封裝的燈珠,現(xiàn)有底塗劑無法使矽(guī)膠與軟膠(jiāo)封裝燈珠相粘。請更換燈珠(zhū)後生(shēng)產 |
|
底塗劑與現有材料不兼容 |
不同廠家的板和燈珠,有可能會與現有的底塗劑不相粘的情況,請生產實芯燈帶前先進行首件測試(shì)後再批量生產。 |
|
原因(yīn)分析 |
處理(lǐ)辦法 |
|
模具調整不到位 |
內模與(yǔ)外(wài)模之間的上下高度,前後距離都可能造成擠出(chū)燈帶底部膠麵不平整(zhěng),請重新按試橫標準調試內外模位置。 |
|
模具本身設計問題 |
重新(xīn)設計模具(此問題在試模時即可發現,一般發生於全新結構模具上)。 |
|
原因分析 |
處理辦法 |
|
膠條的尺寸偏差太大 |
煉(liàn)好的膠(jiāo)在切條(tiáo)時,盡可能做到寬度厚度一致(誤差不應超過30%)。 |
|
喂料過程(chéng)中斷(duàn)料 |
喂料過程中,膠料的尺寸、方法要保持一致(zhì)且連(lián)續,出現斷料(liào)必然會導致產品尺寸不統一,當出現斷料時,請及時補上並(bìng)將(jiāng)擠(jǐ)出速度略調大,使擠出產品尺寸一致(zhì),等(děng)料補齊後再調回擠出速度。 |
|
新舊膠料(liào)交替 |
新舊膠料交替(tì)時,由於放置時(shí)間的(de)原(yuán)因,膠(jiāo)料硬度會有一定差異(隨著環境溫度的升高,差異會更大),擠出機在同一速(sù)度(dù)時,擠出膠量會有變(biàn)化。在(zài)每一次(cì)新舊膠料變更(gèng)時,密切注意尺寸(cùn)變化,以便(biàn)調整擠出機速度進(jìn)行補償。 |
|
原因分析 |
處理辦法 |
|
隧道爐溫(wēn)度過高,導(dǎo)致燈珠虛焊 |
調低隧道(dào)爐溫度 |
|
燈珠本身質量(liàng)問題(tí),無法承受高溫 |
更(gèng)換質量較好的(de)燈珠 |
其它質量問(wèn)題,請與茄子视频APP污在线观看進行溝通,茄子视频APP污在线观看將通過多方渠道協助你(nǐ)們將問題盡快解決,技術支持電話(huà):18816855880。